Изобретение относится к порошковой металлургии, в частности к устройствам для прессования многослойных длинномерных изделий.
Цель изобретения - расширение технологических возможностей за сче получения изделий с чередующимися слоями.
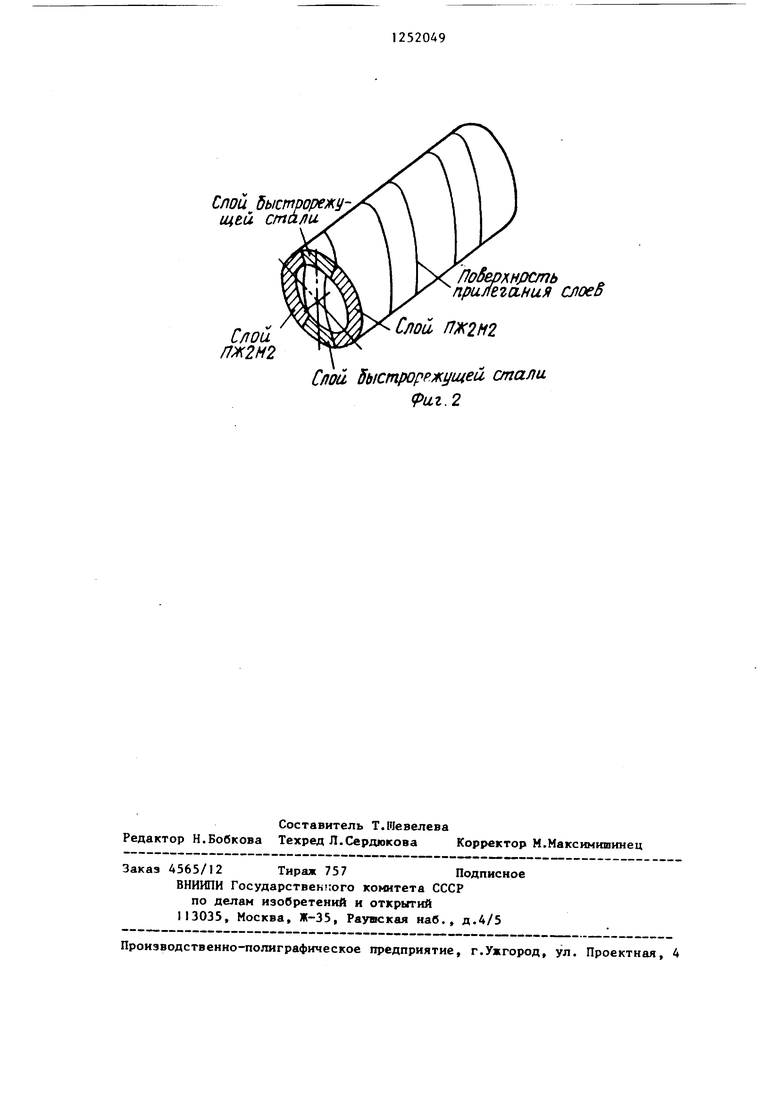
На фиг.1 представлено устройство продольный разрез; на фиг.2 - полученное изделие.
Устройство для прессования многослойных изделий с чередующимися сломи состоит из корпуса 1, на котором размещены загрузочные бункеры 2 - 4 К торцу корпуса крепится матрица 5. Внутри корпуса установлен шнек 6, соединенный посредством зубчатого колеса 7 с приводом (не показан). На наружной поверхности шнека выполнены винтовые канавки 8 - 10. При этом шнек имеет три зоны, каждая из которых связана с числом винтовых канавок, выполненных на его цилиндрической поверхности. При переходе от одной зоны к другой число винтовых канавок увеличивается как минимум на одну и более в каждой последующей зоне. В зоне 1 на цилиндрической поверхности выполнена одна винтовая канавка, начало которой совпадает с началом зоны 1. При переходе к зоне II на поверхности шнека выполнена дополнительно еще одна винтовая канавка 9, начало кот рой совпадает с началом зоны ТI. Таким образом, в зоне tl на цилиндрической поверхности шнека выполнены две виитовые канавки. При переходе к зоне ГИ число винтовых канавок увеличивается еще на одну и канавка 10 начинается в начале зоны ГТТ. Загрузочные бункеры расположены соответственно в начале каждой зоны.
Устройство работает следующим образом.
Вращательное движение от привода посредством зубчатого колеса 7 передается на шнек 6. Порошок соответствующего материала из загрузочного бункера 2 заполняет винтовую
0
5
20
25
35
50
30
40
45
канавку 8, начинающуюся в зоне 1 под загрузочным бункером.
По указанной канавке порошок транспортируется к матрице 5. После заполнения канавки на всей длине из загрузочного бункера 3 порошок поступает в винтовую канавку 9, которая начинается в зоне II под бункером. Порошки соответствую1чих материалов перемещаются к матрице по двум канавкам. Из загрузочного бункера 4 порошок заполняет свободную винтовую канавку 10 и перемещается по ней к матрице. В матрице происходит уплотнение всех слоев порошка, поступающих из каждой канавки, и в результате экструдируется изделие в виде много- слойной трубчатой заготовки с чере- дукщимися слоями. При этом слои порошка, спрессованные в заготовку, контактируют один с другим по винтовой поверхности.
Пример. Для получения цилиндрического изделия, наружный и внутренний диаметр которого равны 60 и 56 мм соответственно используют порошки быстрорежущей стали Р9 и железа ШК2М2.
При работе используют шнек с че- тырехзаходной винтовой канавкой. 1 1нек имеет две зоны. При этом в первой зоне на поверхности шнека выполнена двухзаходняя канавка, а во второй выполнена дополнительно двухзаходняя канавка. В начале каждой зоны установлены два бункера для загрузки порошка быстрорежущей стали и порошка железа. Производится последовательная загрузка порошков и после зкст- рудирования получена трубчатая заготовка ( фиг.2 ) со следующими параметрами: толщина стенки 2 мм, угол наклона слоев порошка к оси заготовки 15, ширина слоев вдоль оси быстрорежущей стали 5 и железа 10 мм.
После спекания заготовки и последующей заточки инст.румент может использоваться вместо сверл для кольцевого сверления материалов.
Таким образом, в сравнении с известным, предлагаемое устройство позволяет получать многослойные изделия трубчатого профиля любой длины.
Слой дыстрорежу- щей сташ
Слой ПЖ2Н2
fJo6ep)(Hflcmb , прилегания слоев
Слой,
Спой Зыстрорр ущей стали (риг.2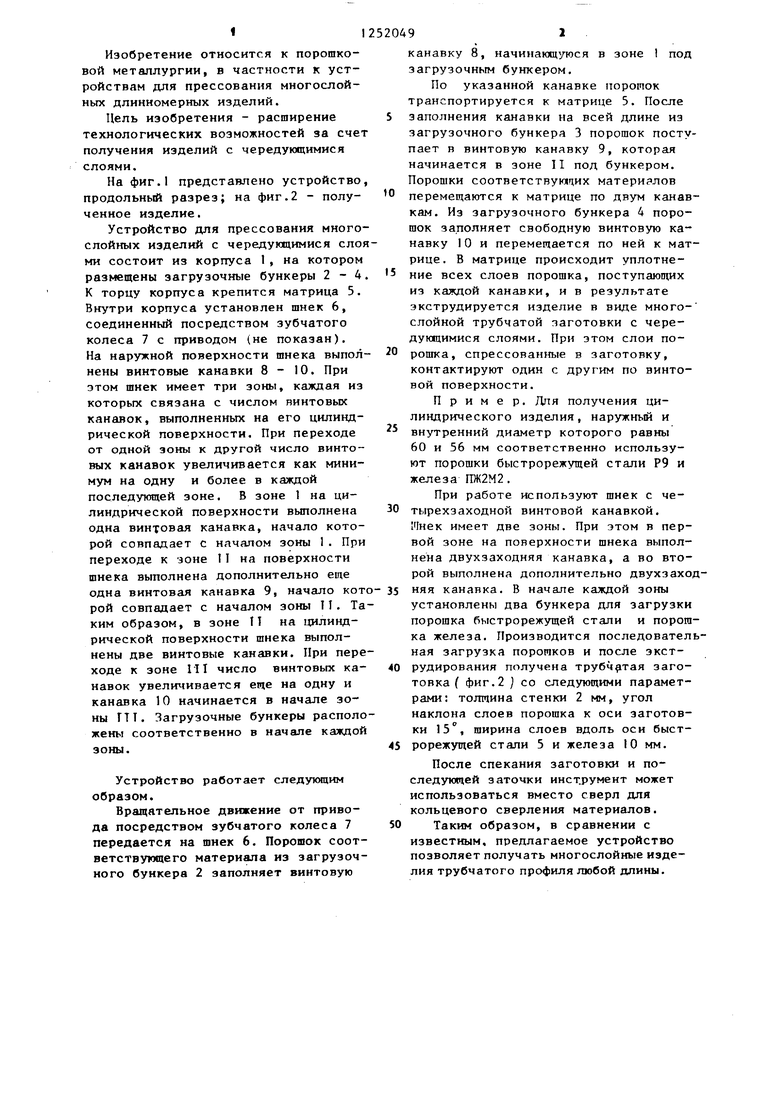
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования многослойных длинномерных изделий | 1986 |
|
SU1419806A2 |
| Устройство для прессования многослойных изделий из порошков | 1986 |
|
SU1353578A1 |
| Способ формования порошковых материалов | 1988 |
|
SU1694351A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
| Устройство для экструдирования изделий из порошков | 1983 |
|
SU1134295A1 |
| Устройство для непрерывного прессования пластифицированных магнитных порошков | 1987 |
|
SU1496923A1 |
| Устройство для непрерывного прессования изделий из порошков | 1987 |
|
SU1528621A1 |
| Устройство для непрерывного формования трубчатых изделий из порошков | 1985 |
|
SU1289603A1 |
| Устройство для прессования биметаллических длинномерных изделий | 1988 |
|
SU1519844A1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| Устройство для прессования двухслойных изделий из порошка | 1982 |
|
SU1047593A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для прессования двух-СлОйНыХ ТРуб из пОРОшКА | 1979 |
|
SU852446A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
