Изобретение относится к машиностроению, а именно к роторно-конве й- ерным линиям, и может быть использо- вано при обработке и контроле изделий в различных отраслях техники.
Цель изобретения - повышение производительности при обработке rt контроле изделий с различной дпитель- ностью технологических операций.
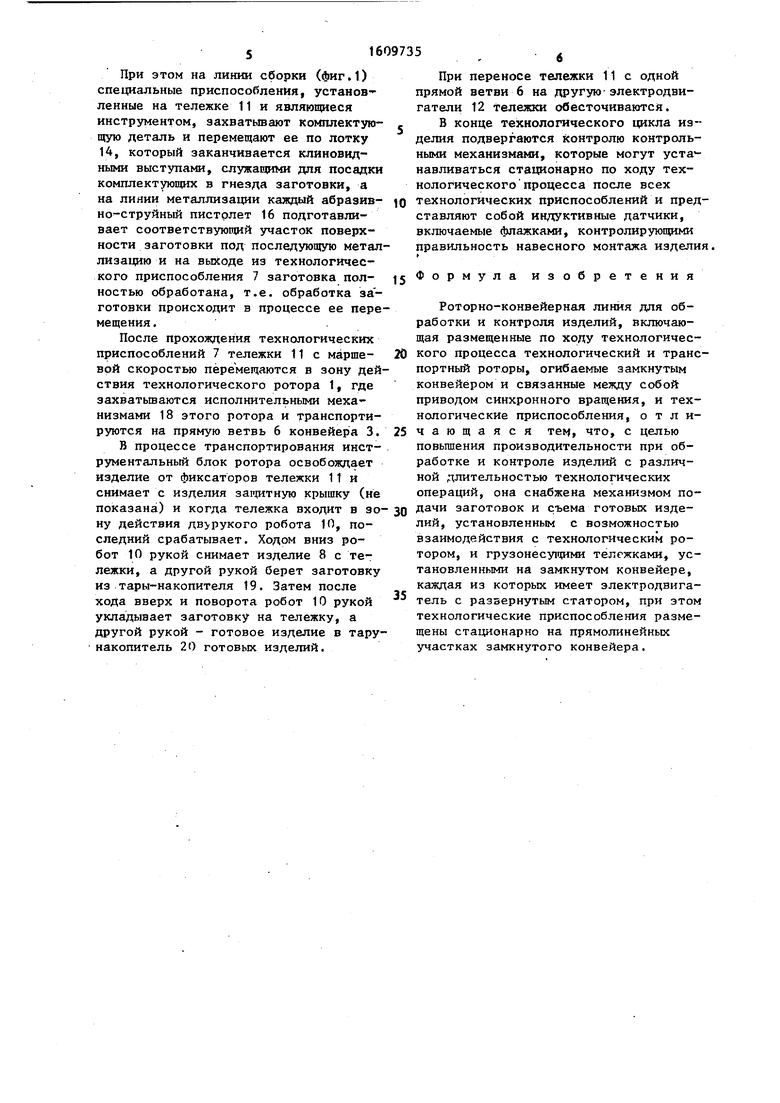
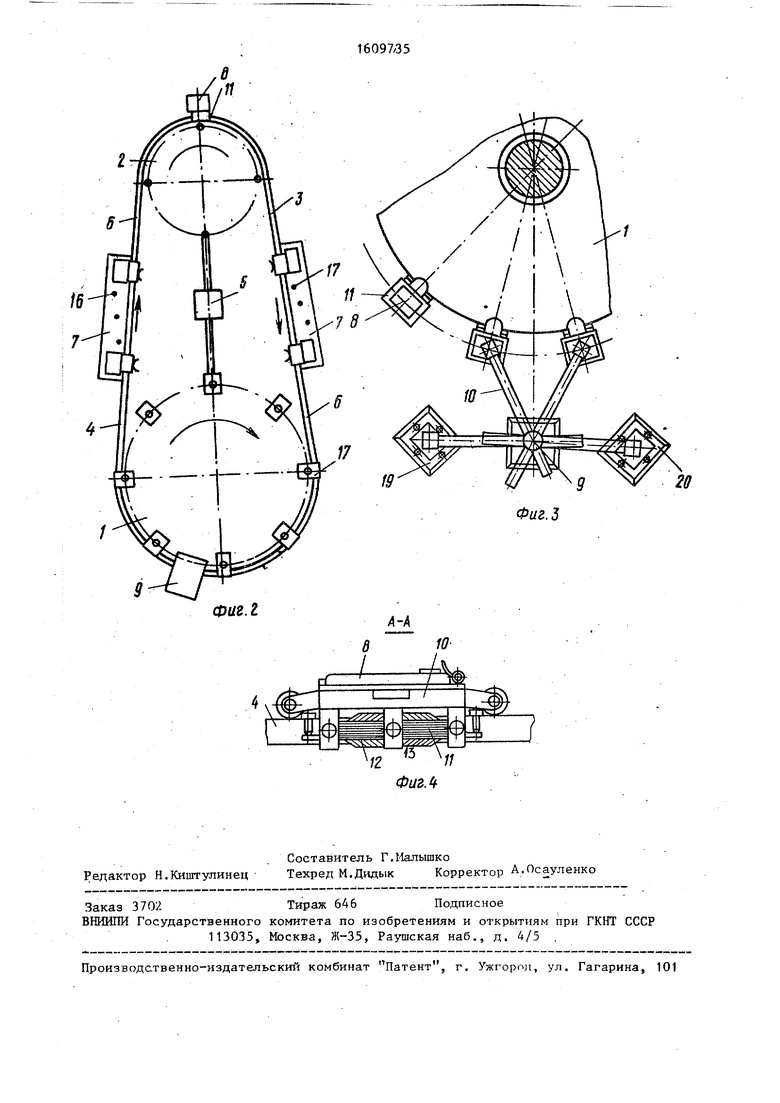
На фиг. 1 схематично изображена роторно-конвейерная линия для обработки и контроля изделий; на фиг. 2 - линия для нанесения металлизационньк покрытий на изделиях типа крьшек, применяемых в радиоэлектронной аппаратуре, например на кожухи телевизионных приемник. на фиг. 3 - механизм подачи заготовок и съема готовых изде- ЛИЙ; на фиг. 4 - разр ез А-А на фиг.1.
Роторно-конвейерная линия обработки и контроля изделий содержит технологический ротор 1 и транспортный ротор 2, огибаемые замкнутым кон- вейером 3 с ходовым путем в виде монорельса 4 и связанные между собой приводом 5 синхронного вращения. На прямолинейных ветвях 6 конвейера 3 стационарно размещены технологические приспособления 7. Механизм подачи заготовок и съема готовых изделий 8 установлен в зоне действия технологического ротора 1 с возможностью взаимодействия с последнш-f. Механизм 9 подачи представляет собой двурукий робот 10 с цикловым программным управлением, имеющий вакуумные схваты. На монорельсе 4 размещены грузоне- сущие тележки 11, каждая из которых имеет электродвигатель 12 с развернутым статором 13.
На фиг. 1 технологические приспособления 7 представляют собой накопители комплектующих деталей со специальными лотками 14 и 15, вытянутыми по направлению потока и служащими для подачи комплектующих в зону обработки в соответствующее гнездо. Технологическое приспособление 7 на фиг. 2 представляет собой камеру предварительной обработки поверхности, которая предназначена для получения на напыляемой поверхности изделия, необходимого микрорельефа струйной обра- боткой абразивными материалами. В камере смонтированы вертикально, соплом вверх, со смещением по ширине изделия абразивно-струйные пистолеты 16. Количество и величина смещения пистолетов рассчитаны таким образом, чтобы пятно их распыла перекрьгеало всю ши- рину изделия. Технологическое приспособление 7, расположенное на другой ветви 6 (фиг. 2), представляет собой камеру напьшения, в которой установлены металлизаторы 17. Количество и порядок установки металлизаторов аналогичны установке абразивно-струйных пистолетов 16. Перемещение тележек 11 с одной прямой ветви 6 конвейера 3 на его Другую ветвь 6 обеспечивает транспортный ротор 2, а перемещение тележек в обратном направлении обеспечивается технологическим ротором 1.
Линия работает следующим образом.
Грузонесущие тележки 11 с заготов- хчами непрерывным потоком благодаря электродвигателю 12 перемещаются с маршевой скоростью от технологического ротора 1 по монорельсу 4 прямой ветви 6 конвейера 3. При подходе к технологическим приспособлениям 7 скорость тележек снижается и в зону действия приспособле ний 7 тележки входят с рабочей скоростью.
При этом на линии сборки (фиг.1) специальные приспособления, установленные на тележке 11 и являющиеся инструментом, эахватьтают комплектующую деталь и перемещают ее по лотку 14, который заканчивается клиновидными выступав, служащими для посадки комплектующих в гнезда заготовки, а на линии металлизации каждый абразив- но-струйный пистолет 16 подготавливает соответствующий участок поверхности заготовки под последующую металлизацию и на выходе из технологического приспособления 7 заготовка пол- ностью обработана, т.е. обработка заготовки происходит в процессе ее перемещения.
После прохояцхения технологических
При переносе тележки 11 с одной прямой ветви 6 на другую электродвигатели 12 тележки обесточиваются.
В конце технологического цикла изделия подвергаются контролю контрольными механизмами, которые могут навливаться стационарно по ходу технологического процесса после всех технологических приспособлений и представляют собой индуктивные датчики, включаемые флажками, контролирующими правильность навесного монтажа издели
Формула изобретения
Роторно-конвейерная линия для обработки и контроля изделий, включающая размещенные по ходу технологичес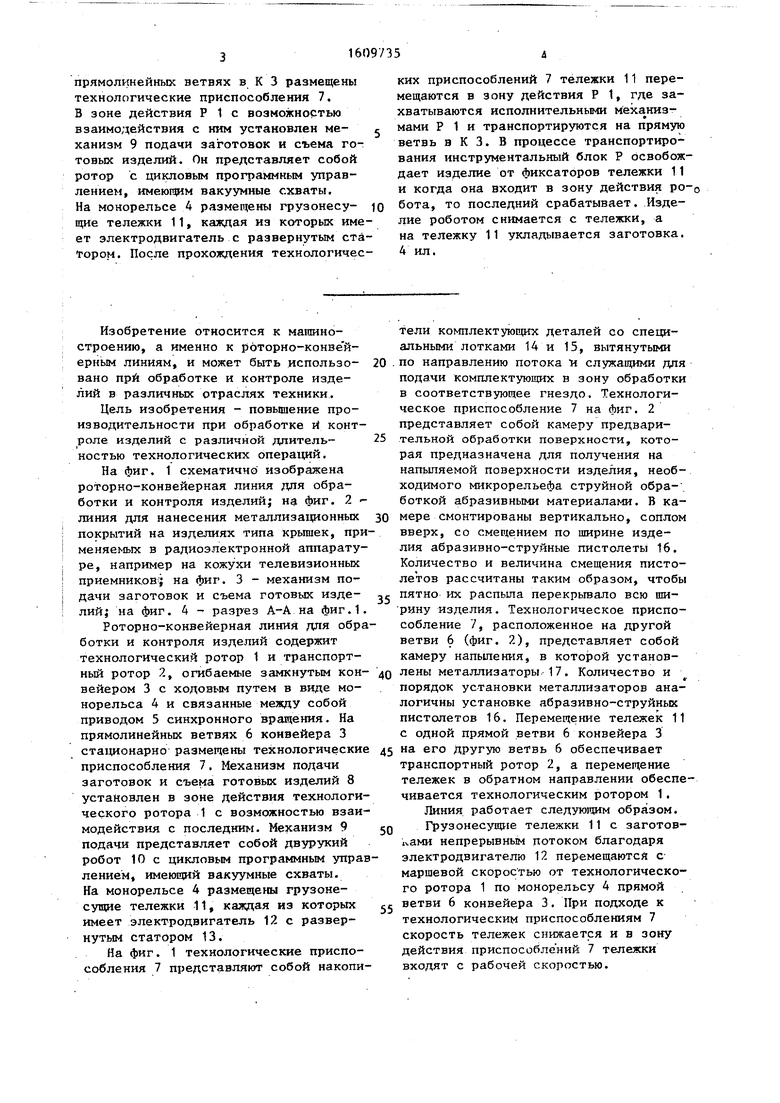
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1988 |
|
SU1505666A2 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1315138A2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Установка для изготовления керамических изделий | 1975 |
|
SU629073A1 |
| Способ транспортирования изделий при их обработке и устройство для его осуществления | 1989 |
|
SU1794817A1 |
Изобретение относится к машиностроению и может быть использовано при обработке и контроле изделий в различных отраслях техники. Цель - повышение производительности при обработке и контроле изделий с различной длительностью технологических операций. Роторно-конвейерная линия для обработки и контроля изделий включает технологический и транспортный роторы (Р) 1, 2, огибаемые замкнутым конвейером (К) 3 с ходовым путем в виде монорельса 4 и связанные между собой приводом синхронного вращения. На прямолинейных ветвях в К 3 размещены технологические приспособления 7. В зоне действия Р 1 с возможностью взаимодействия с ним установлен механизм 9 подачи заготовок и съема готовых изделий. Он представляет собой ротор с цикловым программным управлением, имеющим вакуумные схваты. На монорельсе 4 размещены грузонесущие тележки 11, каждая из которых имеет электродвигатель с развернутым статором. После прохождения технологических приспособлений 7 тележки 11 перемещаются в зону действия Р 1, где захватываются исполнительными механизмами Р 1 и транспортируются на прямую ветвь в К 3. В процессе транспортирования инструментальный блок Р освобождает изделие от фиксаторов тележки 11 и когда она входит в зону действия робота, то последний срабатывает. Изделие роботом снимается с тележки, а на тележку 11 укладывается заготовка. 4 ил.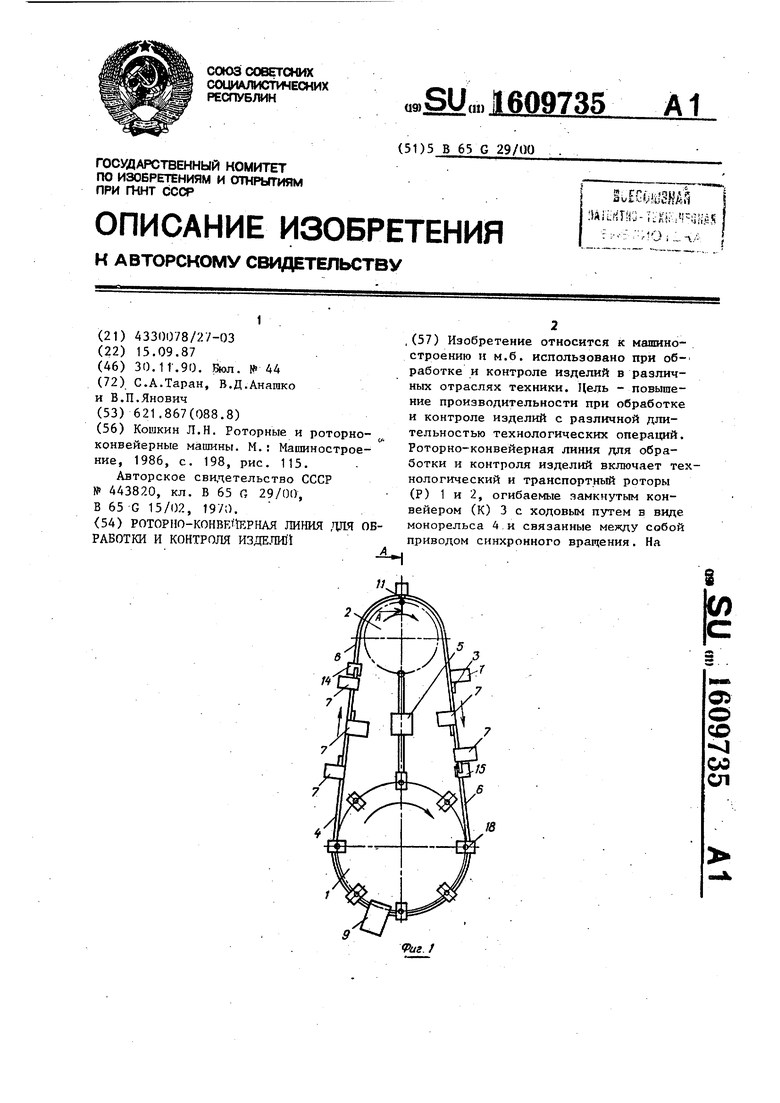
приспособлений 7 тележки 11 с марше- 20 кого процесса технологический и транс- вой скоростью перемещаются в зону дей- аортный роторы, огибаемые замкнутым ствия технологического ротора 1, где захватьшаются исполнительными механизмами 18 этого ротора и транспортируются на прямую ветвь 6 конвейера 3. 25
В процессе транспортирования инструментальный блок ротора освобождает изделие от фиксаторов тележки 11 и снимает с изделия загдитную крышку (не
конвейером и связанные между собой приводом синхронного вращения, и технологические приспособления, отличающаяся тем, что, с целью повышения производительности при обработке и контроле изделий с различной длительностью технологических операций, она снабжена механизмом попоказана) и когда тележка входит в зо- ЗО заготовок и съема готовых изде- ну действия дв рукого робота 10, последний срабатывает. Ходом вниз робот 10 рукой снимает изделие 8 с теЛИЙ, установленным с возможностью взаимодействия с технологическим ротором, и грузонесу1цими тележками, установленными на замкнутом конвейере, каждая из которых имеет электродвигатель с развернутым статором, при этом технологические приспособления размещены стационарно на прямолинейных участках замкнутого конвейера.
лежки, а другой рукой берет заготовку из тары-накопителя 19. Затем после хода вверх и поворота робот 10 рукой укладывает заготовку на тележку, а другой рукой - готовое изделие в тару- накопитель 20 готовых изделий.
кого процесса технологический и транс аортный роторы, огибаемые замкнутым
конвейером и связанные между собой приводом синхронного вращения, и технологические приспособления, отличающаяся тем, что, с целью повышения производительности при обработке и контроле изделий с различной длительностью технологических операций, она снабжена механизмом заготовок и съема готовых изде-
ЛИЙ, установленным с возможностью взаимодействия с технологическим ротором, и грузонесу1цими тележками, установленными на замкнутом конвейере, каждая из которых имеет электродвигатель с развернутым статором, при этом технологические приспособления размещены стационарно на прямолинейных участках замкнутого конвейера.
Фиг. 2
| Кошкин Л.Н | |||
| Роторные и роторно- конвейерные машины | |||
| М.: Машиностроение, 1986, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| Авторское сви | |||
| Роторно-конвейерная машина для обработки, сборки или контроля изделий | 1970 |
|
SU443820A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
