Изобретение относится к отделочно-упрочняющей обработке деталей поверхностным пластическим деформированием.
Известны устройства для упрочнения деталей, преимущественно цилиндров двигателей внутреннего сгорания (ДВС), наклепом (см. SU авт. св. 1049239, 1523319, кл B 24 B 32/02), каждое из которых крепится на шпинделе установки, выполненной на базе многошпиндельного станка
Наиболее близким по технической сущности к изобретению является установка для отделочно-упрочняющей обработки (см. SU авт. св. 1794634, B 24 B 39/00, 1993), содержащая устройство для крепления обрабатываемой детали и шпиндельную головку, каждый шпиндель которой снабжен рабочей головкой и механизмом для ее крепления. При этом каждая рабочая головка выполнена в виде корпуса с окнами, которые предназначены для размещения в них деформирующих элементов.
Названные устройства основаны на методе жесткого поверхностного пластического деформирования, обеспечивающего формирование регулярного микрорельефа обработанной поверхности при широком диапазоне ударных нагрузок деформирующих элементов, которые размещены в корпусе устройства.
Устройство имеют широкие технологические возможности при финишной отделочно-упрочняющей обработке цилиндров двигателей внутреннего сгорания за счет широкого диапазона варьирования ударных нагрузок деформирующих элементов. Однако при обработке блоков цилиндров, изготовленных из чугуна, желательно чтобы их обработка велась на более "мягких" режимах, обеспечивающих преимущественно не упрочняющий эффект (наклеп), а сглаживание выступов шероховатости поверхности, а также незначительное упрочнение. "Мягкие" режимы, как известно, обеспечивают пневмо- и гидродробеструйные методы обработки. В этой связи в качестве устройства, закрепляемого на шпинделе, предлагается использовать сменную рабочую головку, которая при обработке позволяет достигнуть максимально возможный сглаживающий эффект выступов шероховатости поверхности, образуемых при тонкой расточке цилиндров ДВС в процессе их изготовления или ремонта.
Задача изобретения - повышение технологических возможностей установки, путем расширения функциональных возможностей ее рабочих головок.
Поставленная задача достигается тем, что в установке для отделочно-упрочняющей обработки деталей, содержащей устройство для крепления обрабатываемой детали и шпиндельную головку, каждый шпиндель которой снабжен сменной рабочей головкой и механизмом ее крепления, рабочая головка выполнена в виде корпуса с окнами, предназначенными для размещения в них деформирующих элементов - дроби. При этом окна в корпусе выполнены из условия образования факела дроби и служат для подачи в них электромагнитного потока. Кроме того, установка снабжена оборотной системой подвода дроби и энергоносителя, а также размещенным в корпусе рабочей головки дополнительным деформирующим элементом, предназначенным также для центрирования рабочей головки относительно обрабатываемой детали.
Дополнительный деформирующий элемент выполнен в виде подпружиненного шарика и связанного с ним штока поршня. Устройство для крепления обрабатываемой детали выполнено в виде стола с трубопроводом для подвода жидкости и связанного с ним подпружиненного штока.
Предложенная конструкция установки позволяет производить отделочно-упрочняющую обработку внутренних цилиндрических поверхностей, в частности цилиндров двигателей внутреннего сгорания, выполненных из чугуна, после операции тонкой расточки.
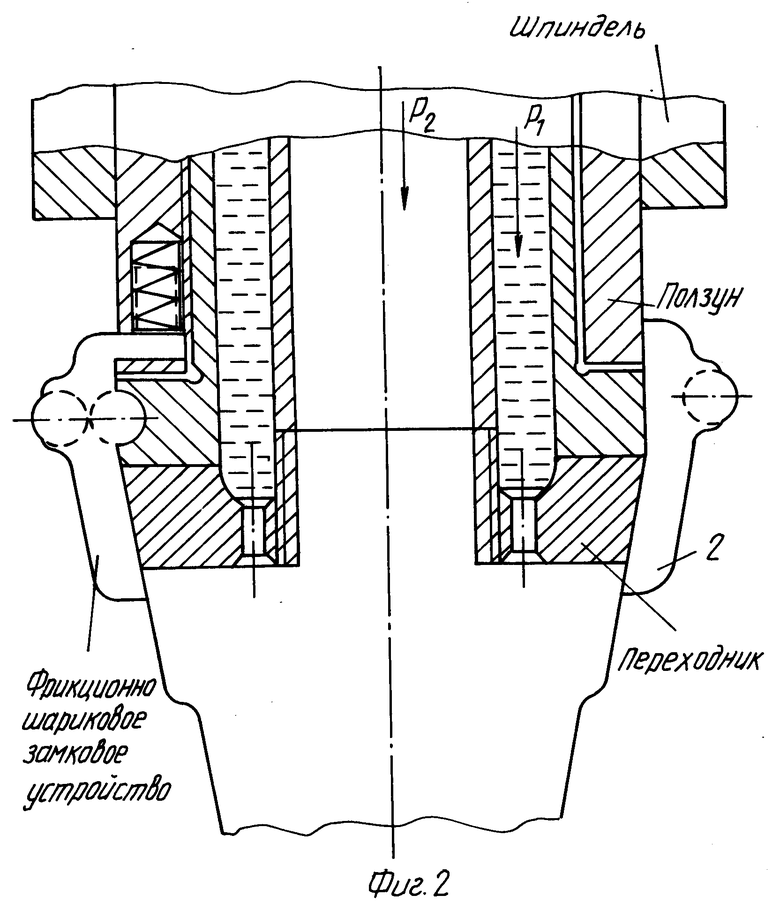
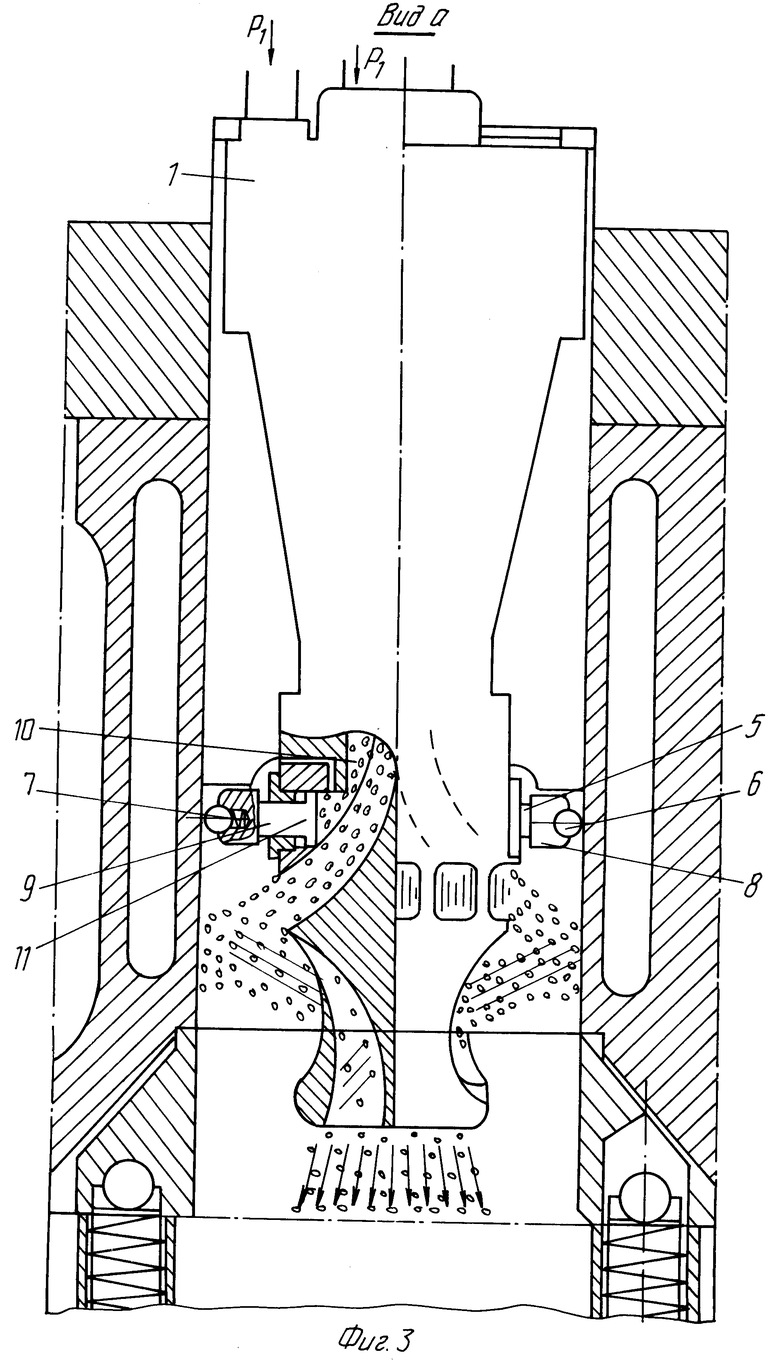
В результате обеспечивается создание класса шероховатости до уровня, получаемого, например, при хонинговании, но со значительно более качественными характеристиками опорной поверхности цилиндров ДВС. На фиг. 1 приведен общий вид установки; на фиг. 2 - механизм крепления рабочей головки; на фиг. 3 - рабочая головка с дополнительными деформирующими элементами, которые в процессе головки производят дополнительное сглаживание случайно оставшихся после обработки поверхности дробью гребешков.
Установка содержит рабочую головку, корпус которой 1 крепится при помощи фрикционно-шарикового замкового устройства 2 к ползуну 3, расположенному на шпинделе 4. В корпусе 1 рабочей головки размещен по меньшей мере один дополнительный деформирующий элемент 5, предназначенный также для центрирования рабочей головки относительно обрабатываемой детали. Дополнительный деформирующей элемент 5 выполнен в виде размещенного в корпусе 8 шарика 6 с пружиной 7, смягчающей его скольжение в корпусе головки 1. Поступающий поток 10 дроби и энергоносителя, давя на поверхность поршня 11 посредством штока 9, поджимает деформирующие элементы 5 к обрабатываемой поверхности, при этом центрируя рабочую головку в обрабатываемом цилиндре.
Обрабатываемая деталь крепится на столе с трубопроводом 15 при помощи подпружиненного штока 12, который поднимается под давлением жидкости (масла) 13, подаваемой по трубопроводу 15, на поверхность поршня 14. При отключении давления масла шток 12 возвращается в исходное положение за счет пружины 16. Рабочая головка связана с подвижной системой (якорем) электромагнитного вибратора 17 и двумя гибкими шлангами 18 и 19, предназначенными для подвода и отвода жидкости под давлением.
Изобретение относится к отделочно-упрочняющей обработке деталей поверхностным пластическим деформированием. Установка содержит устройство для крепления обрабатываемой детали и шпиндельную головку, каждый шпиндель которой снабжен сменной рабочей головкой и механизмом для ее крепления. Рабочая головка выполнена в виде корпуса с окнами, предназначенными для размещения в них деформирующих элементов - дроби. При этом, окна в корпусе выполнены из условия образования факела дроби и служат для подачи в них электромагнитного потока. Кроме того, установка снабжена оборотной системой подвода дроби и энергоносителя, а также размещенным в корпусе рабочей головки дополнительным деформирующим элементом, предназначенным для центрирования рабочей головки относительно обрабатываемой детали. Предложены варианты исполнения дополнительного деформирующего элемента и устройства для крепления обрабатываемой детали. 2 з.п.ф-лы, 3 ил.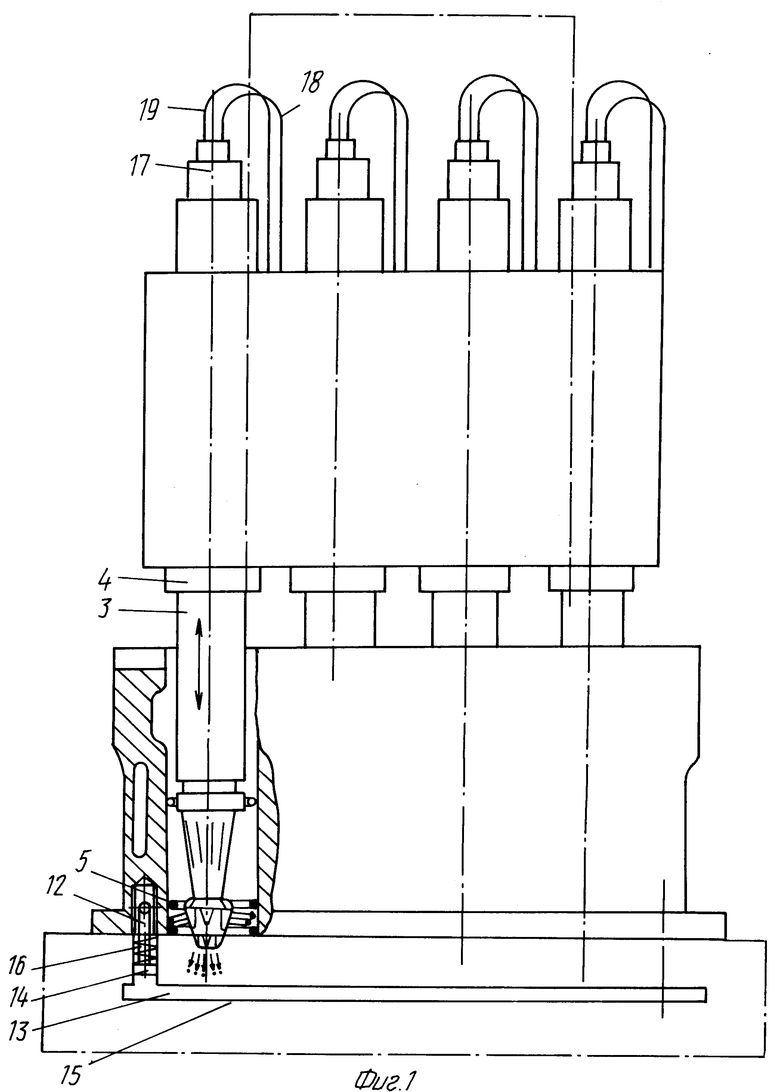
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Устройство для упрочнения деталей наклепом | 1988 |
|
SU1523319A2 |
| Устройство для упрочнения поверхностей деталей | 1985 |
|
SU1286394A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU221729A1 |
| Устройство для упрочняющей обработки деталей шариками | 1979 |
|
SU891370A2 |
| Устройство для упрочнения деталей | 1980 |
|
SU910399A1 |
| СИСТЕМА СМАЗКИ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2035601C1 |
| СПОСОБ ОЧИСТКИ И РЕКУЛЬТИВАЦИИ ПОЧВ, ЗАГРЯЗНЕННЫХ НЕФТЬЮ И НЕФТЕПРОДУКТАМИ | 2005 |
|
RU2294804C2 |
| Одинцов Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| Справочник | |||
| - М.: Машиностроение, 1981, с.242 - 259. | |||

