Изобретение относится к машиностроению, а именно к двигателестроению, и предназначено для приработки пар трения двигателей во время холодной обкатки после изготовления или ремонта.
Известен способ холодной обкатки двигателей внутреннего сгорания, включающий подачу приработочной присадки в цилиндры (1). В данном случае процесс приработки осуществляется малоэффективно и требует дорогостоящей специальной аппаратуры.
Также известен способ холодной обкатки двигателей внутреннего сгорания, являющийся наиболее близким к заявленному и включающий подачу приработочной присадки к трущимся поверхностям цилиндропоршневой группы посредством ее впрыска форсунками в цилиндры (2). Данный способ также малоэффективен вследстие необходимости применения специального оборудования для впрыска присадки.
Технической задачей настоящего изобретения является повышение эффективности способа и упрощение его реализации.
Указанная задача решается тем, что подачу присадки к форсункам осуществляют посредством насоса высокого давления стандартной топливной системы двигателя, к которой подключают емкость с присадкой, при этом подачу присадки производят под давлением 10 - 20 МПа со скоростью впрыска 150 - 400 м/с и диаметре капель в струе 0,001 - 0,003 мм.
Поиск, проведенной по источникам научно-технической информации, показал, что заявленная совокупность неизвестна, т.е. она соответствует условию патентоспособности изобретения "новизна". Поскольку способ реализуется при использовании известных приемов, то заявленное соответствует условию "промышленная применимость", а так как в результате использования заявленного реализуется поставленная задача, причем неочевидным образом, то заявленное соответствует условию "изобретательский уровень".
Способ реализуется посредством устройства, представленного на чертеже.
Устройство включает емкость для присадки 1, кран 2 и стандартную топливную систему двигателя внутреннего сгорания /например, дизеля/, включающую подкачивающий насос 3, систему фильтров 4, топливный насос высокого давления 5, связанный с форсунками 6, сообщенными с цилиндрами 7 /цилиндропоршневая группа и представляет собой трущиеся поверхности/.
Способ при работе устройства реализуется следующим образом. При открытии крана 2 приработочная присадка, в качестве которой может использоваться, например, присадка ОМХ-3 или ОМХ-C в приготовленном виде, как это представлено в (3), из крана 1 засасывается подкачивающим насосом 3 и, пройдя через систему фильтров 4, подается к насосным элементам топливного насоса высокого давления 5. Топливный насос подает присадку под давлением 10 - 20 МПа к форсункам 6, которые вводят порции присадки в цилиндры 7 в тонкораспыленном виде при перемещении в них поршневой группы /не показана/. Причем скорость впрыска присадки находится в диапазоне 150 - 400 м/с при диаметре капель в струе присадки 0,001 - 0,003 мм. За счет турбулентного движения воздуха в цилиндре присадка равномерно распределяется по всему объему цилиндра и поршневой группы. Исследования процесса показало, что при снижении давления ниже 10 МПа появляется необходимость создания более мелкодисперсных капель, что технически затруднительно, а при увеличении более 20 МПа отсутствует рост эффективности способа при существенном росте затрат на создание такого давления. Диапазон скорости впрыска обусловлен исследованиями, подтверждающими, что именно в данных пределах /150 - 450 м/с/ имеет место наибольшая эффективность создания трубулентного потока капель при впрыске, позволяющая эффективно нанести присадку на поверхность всех трущихся поверхностей. Диапазон диаметров капель также определяется максимальной эффективностью, имеющей место в процессе притирки поверхностей трущихся пар. Выход за указанные выше параметры снижает совокупную эффективность способа.
Применение указанного способа позволяет при использовании стандартной топливной аппаратуры двигателя эффективно и при высоком качестве производить холодную обкатку двигателя практически в любых условиях, исключив при этом применение какой-либо специальной техники.
Источники информации:
1. Патент Российской Федерации 2066778, кл. F 02 B 79/00, 1996.
2. Авторское свидетельство СССР 1638338, кл. F 02 B 79/00, 1991.
3. Носихин П.И. Повышение качества и ускорение обкатки отремонтированных дизелей на основе современных достижений трибологии, диссертация на соискание ученой степени доктора технических наук, Москва, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ УСКОРЕНИЯ ПРИРАБОТКИ ДЕТАЛЕЙ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ В ПЕРИОД СТЕНДОВОЙ ОБКАТКИ | 1997 |
|
RU2128686C1 |
| УСТРОЙСТВО ХОЛОДНОЙ ОБКАТКИ ДВУХТАКТНОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2141047C1 |
| СПОСОБ ДЛЯ ИЗМЕНЕНИЯ ТЕМПЕРАТУРНЫХ РЕЖИМОВ ПРИ ОБКАТКЕ ДВИГАТЕЛЕЙ | 2005 |
|
RU2291972C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИРАБОТОЧНОЙ ПРИСАДКИ В КАМЕРУ СГОРАНИЯ ДВС | 2013 |
|
RU2591368C2 |
| Состав для нанесения антифрикционного покрытия | 1990 |
|
SU1778165A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2128573C1 |
| Способ подачи приработочной присадки в период холодной обкатки карбюраторного двигателя внутреннего сгорания | 1990 |
|
SU1793302A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1997 |
|
RU2128572C1 |
| Приработочная присадка к топливу для двигателей внутреннего сгорания | 1985 |
|
SU1298243A1 |
| СПОСОБ ХОЛОДНОЙ ОБКАТКИ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2066776C1 |
Изобретение относится к машиностроению, а именно к двигателестроению, и предназначено для приработки пар трения двигателей во время холодной обкатки после изготовления или ремонта. Способ включает подачу приработочной присадки к трущимся поверхностям цилиндропоршневой группы посредством ее впрыска форсунками в цилиндры. При этом подачу присадки к форсункам осуществляют насосом высокого давления стандартной топливной системы двигателя, к которой подключают емкость с присадкой. Подачу присадки производят под давлением 10-20 МПа со скоростью впрыска 150-400 м/с и диаметре капель в струе 0,001-0,003 мм. Изобретение повышает эффективность способа обкатки двигателя и упрощает его реализацию. 1 ил.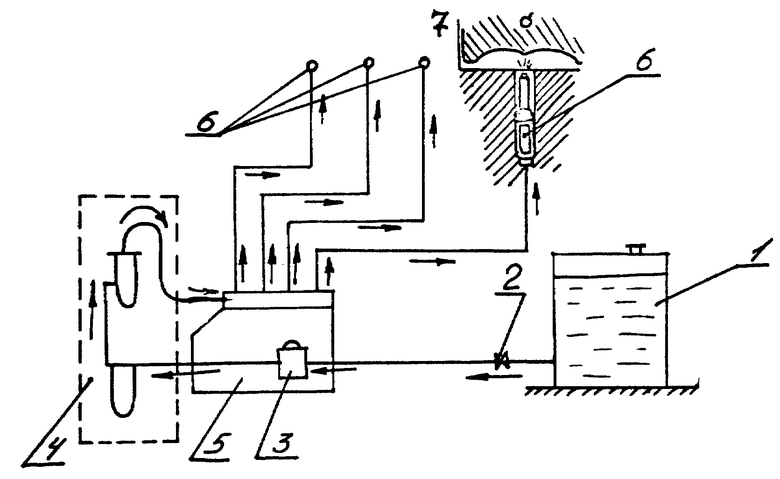
Способ холодной обкатки двигателя внутреннего сгорания, включающий подачу приработочной присадки к трущимся поверхностям цилиндропоршневой группы посредством ее впрыска форсунками в цилиндры, отличающийся тем, что подачу присадки к форсункам осуществляют насосом высокого давления стандартной топливной системы двигателя, к которой подключают емкость с присадкой, при этом подачу присадки производят под давлением 10 - 20 МПа со скоростью впрыска 150 - 400 м/с и диаметре капель в струе 0,001 - 0,003 мм.
