Изобретение относится к автоматизации прокатного производства и может быть использовано в качестве исполнительного механизма систем регулирования планшетнос- ти и разнотолщинности прокатываемых полос.
Целью изобретения является повышение эффективности регулирования и расширение области применения устройства.
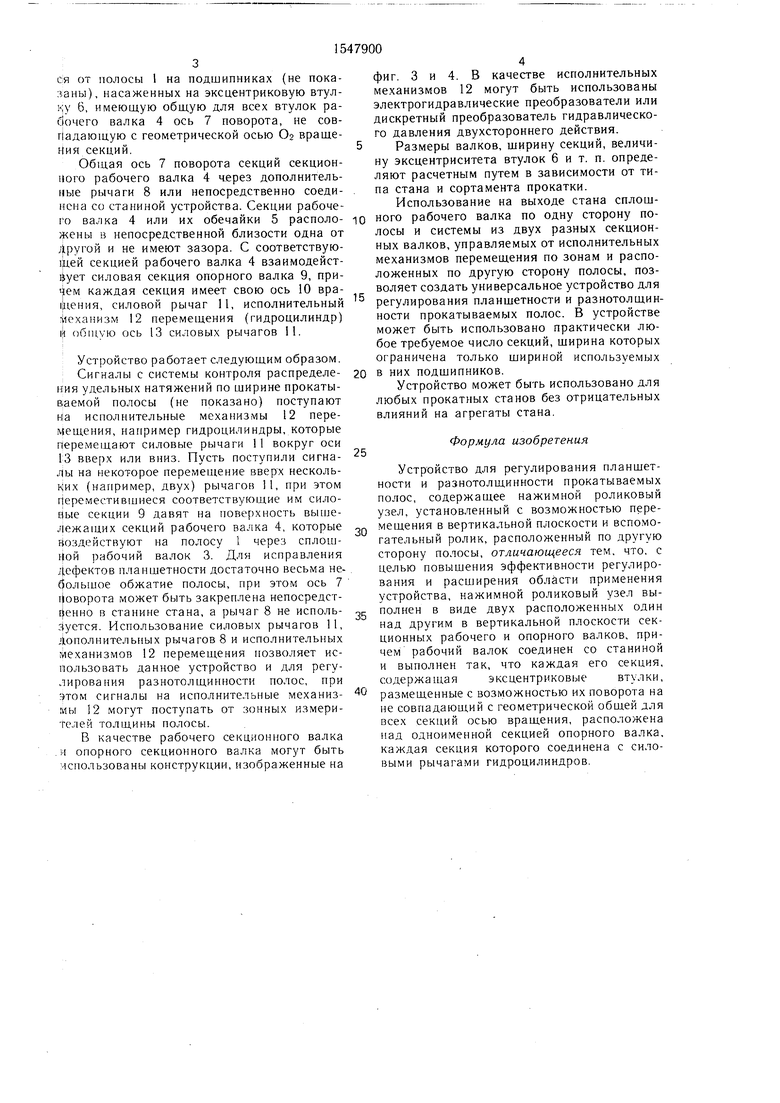
На фиг. 1 представлена схема устройства, вид со стороны линии прокатки; на
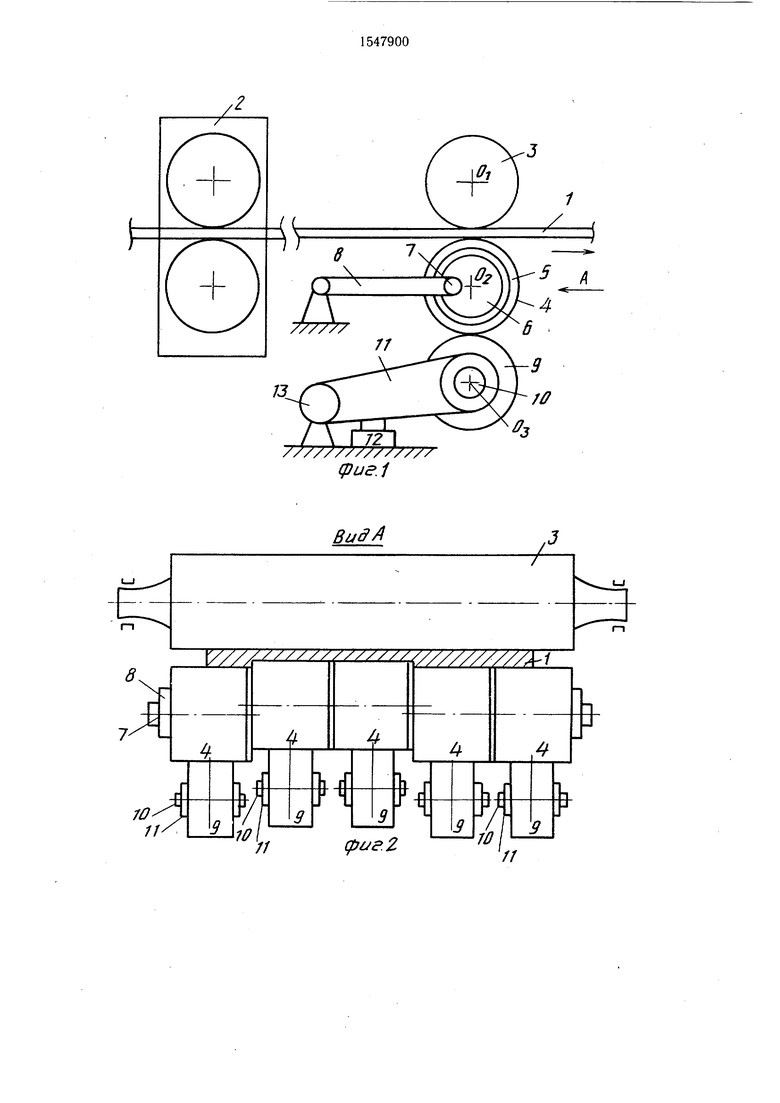
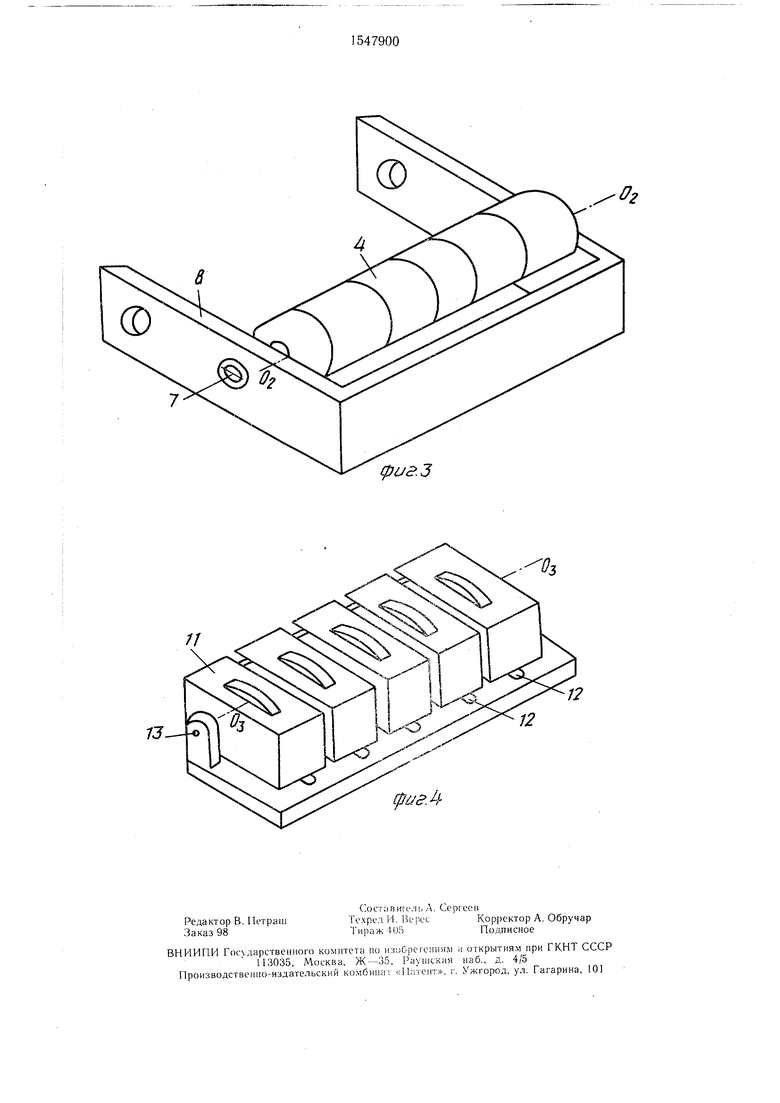
фиг. 2 - вид А на фиг. 1; на фиг. 3 - верхний рабочий секционный ролик; на фиг. 4 - нижний опорный секционный ролик.
Устройство для регулирования планшет- ности и разнотолщинности прокатываемых полос содержит (фиг. 1 и 2) расположенные после клети 2 сплошной валок 3 по одну сторону полосы 1 и рабочий секционный валок 4 по другую сторону полосы I Каждая секция рабочего секционного валка 4 имеет обечайку 5, вращающую
ся от полосы 1 на подшипниках (не показаны), насаженных на эксцентриковую втул- :-;у 6, имеющую общую для всех втулок рабочего валка 4 ось 7 поворота, не совпадающую с геометрической осью Ог вращения секций.
Общая ось 7 поворота секций секционного рабочего валка 4 через дополнительные рычаги 8 или непосредственно соединена со станиной устройства. Секции рабочего валка 4 или их обечайки 5 располо- жены в непосредственной близости одна от Другой и не имеют зазора. С соответствующей секцией рабочего валка 4 взаимодействует силовая секция опорного валка 9, причем каждая секция имеет свою ось 10 вращения, силовой рычаг 11, исполнительный механизм 12 перемещения (гидроцилиндр) и общую ось 13 силовых рычагов 11.
Устройство работает следующим образом.
Сигналы с системы контроля распределе- ния удельных натяжений по ширине прокатываемой полосы (не показано) поступают ка исполнительные механизмы 12 перемещения, например гидроцилиндры, которые перемещают силовые рычаги 11 вокруг оси 13 вверх или вниз. Пусть поступили сигна- лы на некоторое перемещение вверх нескольких (например, двух) рычагов 11, при этом Переместившиеся соответствующие им сило- пые секции 9 давят на поверхность вышележащих секций рабочего валка 4, которые воздействуют на полосу 1 через сплошной рабочий валок 3. Для исправления Дефектов планшетности достаточно весьма небольшое обжатие полосы, при этом ось 7 Поворота может быть закреплена непосредственно в станине стана, а рычаг 8 не исполь- зуется. Использование силовых рычагов 11, Дополнительных рычагов 8 и исполнительных механизмов 12 перемещения позволяет использовать данное устройство и для регулирования разнотолщинности полос, при )том сигналы на исполнительные механиз- мы 12 могут поступать от зонных измерителей толщины полосы.
В качестве рабочего секционного валка м опорного секционного валка могут быть использованы конструкции,изображенные на
5
0 5 п .
фиг. 3 и 4. В качестве исполнительных механизмов 12 могут быть использованы электрогидравлические преобразователи или дискретный преобразователь гидравлического давления двухстороннего действия.
Размеры валков, ширину секций, величину эксцентриситета втулок 6 и т. п. определяют расчетным путем в зависимости от типа стана и сортамента прокатки.
Использование на выходе стана сплошного рабочего валка по одну сторону полосы и системы из двух разных секционных валков, управляемых от исполнительных механизмов перемещения по зонам и расположенных по другую сторону полосы, позволяет создать универсальное устройство для регулирования планшетности и разнотолщинности прокатываемых полос. В устройстве может быть использовано практически любое требуемое число секций, ширина которых ограничена только шириной используемых в них подшипников.
Устройство может быть использовано для любых прокатных станов без отрицательных влияний на агрегаты стана.
Формула изобретения
Устройство для регулирования планшетности и разнотолщинности прокатываемых полос, содержащее нажимной роликовый узел, установленный с возможностью перемещения в вертикальной плоскости и вспомогательный ролик, расположенный по другую сторону полосы, отличающееся тем, что, с целью повышения эффективности регулирования и расширения области применения устройства, нажимной роликовый узел выполнен в виде двух расположенных один над другим в вертикальной плоскости секционных рабочего и опорного валков, причем рабочий валок соединен со станиной и выполнен так, что каждая его секция, содержащая эксцентриковые втчлки, размещенные с возможностью их поворота на не совпадающий с геометрической общей для всех секций осью вращения, расположена над одноименной секцией опорного валка, каждая секция которого соединена с силовыми рычагами гидроцилиндров
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| Устройство для регулирования профиля рабочего валка прокатного стана | 1977 |
|
SU710694A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть | 1982 |
|
SU1088819A1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
Изобретение касается автоматизации прокатного производства и может быть использовано в качестве исполнительного механизма систем регулирования планшетности и разнотолщинности прокатываемых полос. Цель изобретения - повышение эффективности регулирования и расширение области применения устройства. Устройство содержит нажимной валковый узел и вспомогательный валок, расположенный по другую сторону полосы. Нажимной валковый узел выполнен в виде двух расположенных один над другим в вертикальной плоскости рабочего и опорного секционных валков. Каждая секция рабочего валка, контактирующего с полосой, имеет эксцентриковые втулки с общей осью вращения, не совпадающей с геометрической осью вращения валка, а все одноименные секции опорного валка имеют свои оси вращения, совпадающие с геометрической осью вращения секций, и соединены через рычаги с гидроцилиндрами. 4 ил.
фиг.1
ВидА
У///г
//////
7
70
t
11
10
/(pLte.2
Л
//////////М
J
N
fr
10
П
11
фиаЗ
Ог
12
риг А
| «Поисковая НИОКР по созданию станов холодной прокатки с предварительно напряженными рабочими клетями, механическим изгибом валков и системами САРПФ или прокатке | |||
| - Отчет по научно-исследовательской, опытно-конструкторской работе по теме № 310/67, Свердловск, УЗТМ, 1969, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для очистки изделий типа втулок с боковым отверстием | 1978 |
|
SU994063A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство управления тепловым профилем валка прокатного стана | 1982 |
|
SU1065055A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для КОНТРОЛЯ КОРОБОВАТОСТИ и волнистости ПРОКАТЬ!ВАЕМОЙ ПОЛОСЫ | 0 |
|
SU188037A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для регулирования плоскостности полосы | 1980 |
|
SU944698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Устройство для регулирования формы тонколистового проката | 1981 |
|
SU997881A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Зиновьев Е | |||
| Г | |||
| и др | |||
| Дискретный преобразователь давления | |||
| - Вестник машиностроения, 1983, № 7, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
