Изобретение относится к области обработки металлов давлением, в частности к производству полых изделий с переменной толщиной стенки.
Известен способ изготовления полых изделий с постоянной величиной наружного диаметра и переменной толщины стенки, включающий увеличение толщины стенки на части длины заготовки в штампе, оснащенном нагревательным устройством, которое обеспечивает нагрев зоны деформации (О.В.Попов и др. Изготовление крупногабаритных полых деталей переменного сечения. Кузнечно-штамповочное производство, 1980, N 8, с 11). Данный способ отличается малой производительностью и большими затратами энергии.
Известен также способ изготовления полых изделий с переменной толщиной стенки, при котором полую заготовку помещают в матрицу и уменьшают толщину стенки на части длины заготовки за счет раскатки внутренней поверхности заготовки роликом (В.Г.Капорович Обкатка металлоизделий в производстве. Москва, Машиностроение, 1973, с. 168, с. 29). Данный способ имеет малую производительность и не позволяет обрабатывать заготовки малого диаметра, что связано с возможностью размещения внутри заготовки раскатного ролика.
Известен также способ изготовления полых изделий с переменной толщиной стенки, включающий операцию вытяжки с утонением стенки с остановом процесса на определенной части длины заготовки и последующую операцию калибрующей вытяжки с получением постоянной величины наружного диаметра (прототип) (Ковка и штамповка, справочник в 4-х томах под ред. Е.И.Семенова и др. Москва, Машиностроение, т.4, 1987, с. 544, стр. 157-158). В этом способе при выполнении операции калибрующей вытяжки в зоне перехода от меньшей толщины стенки к большей на наружном диаметре заготовки образуется впадина. Впадина образуется из-за утяжки металла при изгибе толстостенной части сечения заготовки.
Наличие впадины приводит к необходимости увеличения припуска на чистовую обработку и соответственно к увеличению трудоемкости обработки и расхода материала.
Задачей предлагаемого изобретения является разработка способа изготовления полых изделий с переменной толщиной стенки, в котором наружный диаметр изделий получают с большой точностью без увеличения расхода материала и трудоемкости обработки.
Решение поставленной задачи состоит в том, что в предлагаемом способе, как и в известном, проводят операцию вытяжки с утонением стенки на определенной части длины заготовки и получают постоянный наружный диаметр изделия операцией калибрующей вытяжки, но в отличие от известного в предлагаемом способе перед операцией калибрующей вытяжки выполняют операцию раздачи и создают на наружной поверхности заготовки в зоне перехода от меньшей толщины стенки к большей профиль, состоящий из конического участка и тороидального участка с радиусом, большим радиуса Rс кривизны свободного изгиба сечения заготовки. Операцию калибрующей вытяжки выполняют матрицей с тороидальной поверхностью рабочего профиля, причем радиус тороидальной поверхности матрицы больше радиуса кривизны свободного изгиба сечения заготовки, но меньше радиуса тороидального участка заготовки, полученного на операции раздачи. Такое соотношение профиля заготовки, полученного на операции раздачи, и профиля матрицы для калибрующей вытяжки обеспечивает прилегание наружной поверхности заготовки к поверхности матрицы в течение всей операции калибрующей вытяжки и исключает возможность возникновения впадины на наружной поверхности заготовки.
Предлагаемый способ иллюстрируется схемами, представленными на фиг. 1-5.
На фиг. 1 представлена схема вытяжки с утонением стенки на определенной части длины заготовки 1.
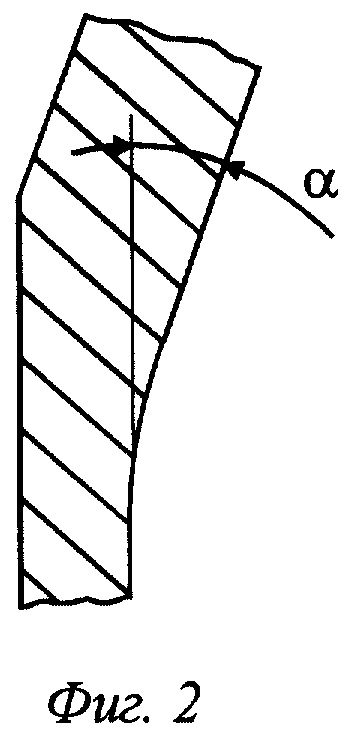
На фиг. 2 представлен профиль сечения заготовки 1 в зоне перехода от меньшей толщины стенки к большей, где α - угол наклона конической части сечения заготовки 1, соответствующий углу наклона конической части профиля матрицы для вытяжки с утонением.
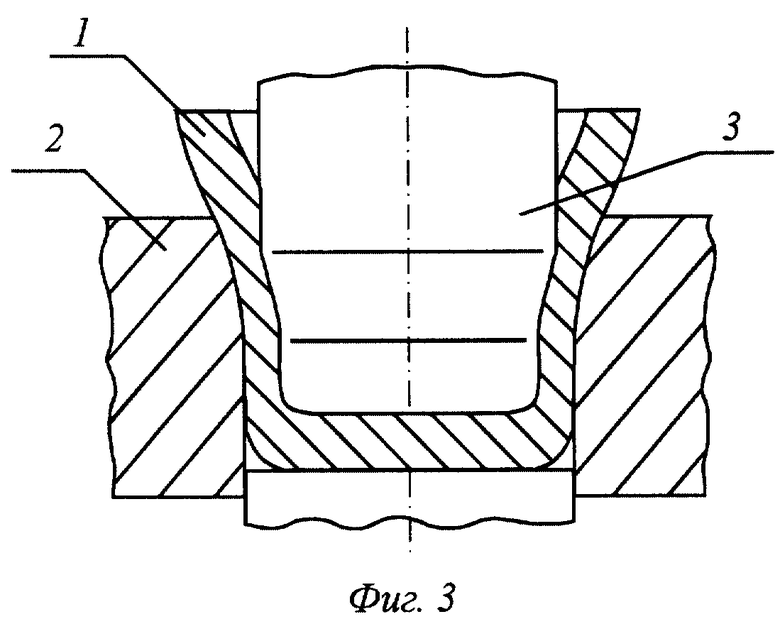
На фиг. 3 представлена схема раздачи заготовки 1, где 2 - матрица для раздачи, 3 - пуансон для раздачи.
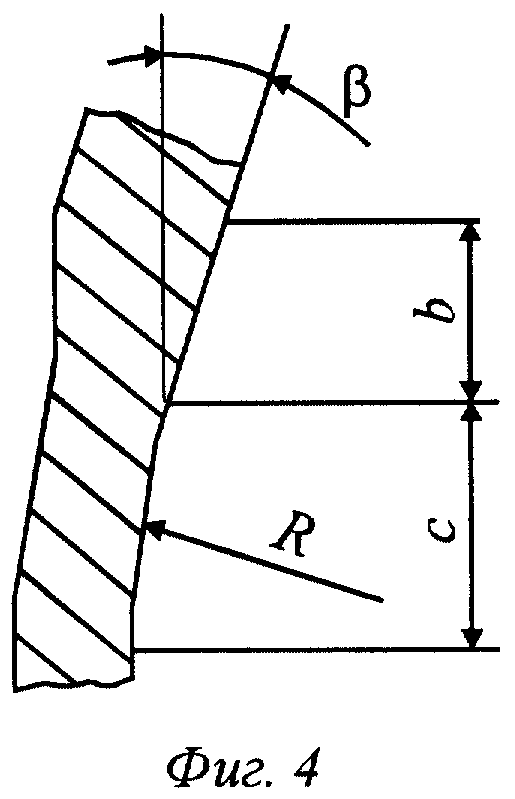
На фиг. 4 представлен профиль сечения заготовки 1 в зоне перехода от меньшей толщины стенки к большей после раздачи, где b - конический участок поверхности заготовки в зоне перехода; β - угол наклона конического участка b поверхности заготовки, β ≅ α; c - тороидальный участок поверхности заготовки 1 в зоне перехода; R - радиус тороидального участка с; Rс - радиус кривизны свободного изгиба сечения заготовки, R>Rc.
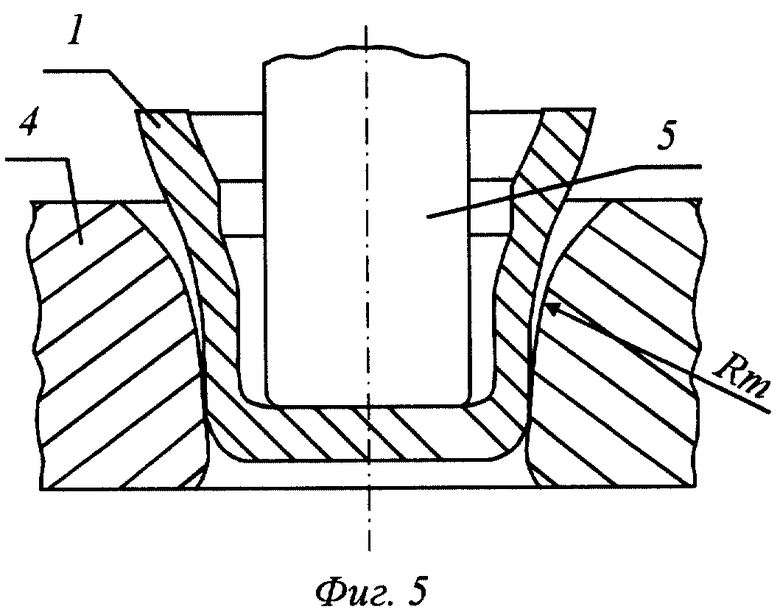
На фиг. 5 представлена схема калибрующей вытяжки заготовки 1, где 4 - матрица для калибрующей вытяжки, 5 - пуансон для калибрующей вытяжки, Rm - радиус тороидальной поверхности рабочего профиля матрицы 4, Rc<Rm<R.
Способ осуществляется следующим образом. Используя исходную полую или листовую заготовку, выполняют операцию вытяжки с утонением на определенной части длины заготовки (фиг.1). При выполнении этой операции на заготовке получают участки с разной толщиной стенки. В зоне перехода от меньшей толщины стенки к большей на наружной поверхности заготовки образуется конический участок с углом наклона α, который соответствует углу наклона конического участка профиля матрицы для вытяжки с утонением (фиг.2). Затем выполняют операцию раздачи (фиг.3) и создают на наружной поверхности заготовки в зоне перехода от меньшей толщины стенки к большей профиль, состоящий из конического участка b и тороидального участка c (фиг.4). Угол наклона β конического участка b равен либо меньше угла α; β ≅ α.
Радиус R тороидального участка c выполняют большим радиуса кривизны Rc свободного изгиба сечения заготовки.
После операции раздачи выполняют операцию калибрующей вытяжки (фиг.5), при этом радиус Rm тороидальной поверхности матрицы для калибрующей вытяжки больше радиуса кривизны Rc свободного изгиба сечения заготовки, но меньше радиуса R тороидального участка c, полученного на операции раздачи. В результате выполнения по данному способу полученное изделие имеет постоянную величину наружного диаметра по всей длине.
Операции при осуществлении способа выполняются следующим образом. Заготовку 1, полученную на операции вытяжки с утонением (фиг. 1), помещают в опорную матрицу 2 (фиг.3), выполняют операцию раздачи пуансоном 3 и создают на наружной поверхности заготовки в зоне перехода от меньшей толщины стенки к большей профиль с коническим участком и тороидальным участком (фиг.4). Затем заготовку 1 устанавливают на матрице 4 и выполняют операцию калибрующей вытяжки пуансоном 5 (фиг.5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2167732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2018397C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2018396C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА СВАРНОЙ ТРУБЫ | 1994 |
|
RU2104113C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении полых деталей с переменной толщиной стенки. Предлагаемый способ позволяет увеличить точность наружного диаметра изделия и снизить трудоемкость обработки и расход металла. Способ включает операцию вытяжки с утонением стенки на определенной части длины заготовки, операцию раздачи. При раздаче на наружной поверхности заготовки в зоне перехода от меньшей толщины стенки к большей создают профиль, состоящий из конического участка и тороидального участка с радиусом, большим радиуса кривизны свободного изгиба сечения заготовки. Способ включает также операцию калибрующей вытяжки, которую выполняют матрицей, имеющей тороидальный рабочий профиль с радиусом, большим радиуса кривизны свободного изгиба сечения заготовки, но меньшим радиуса тороидального участка на наружной поверхности заготовки, полученным на операции раздачи. 5 ил.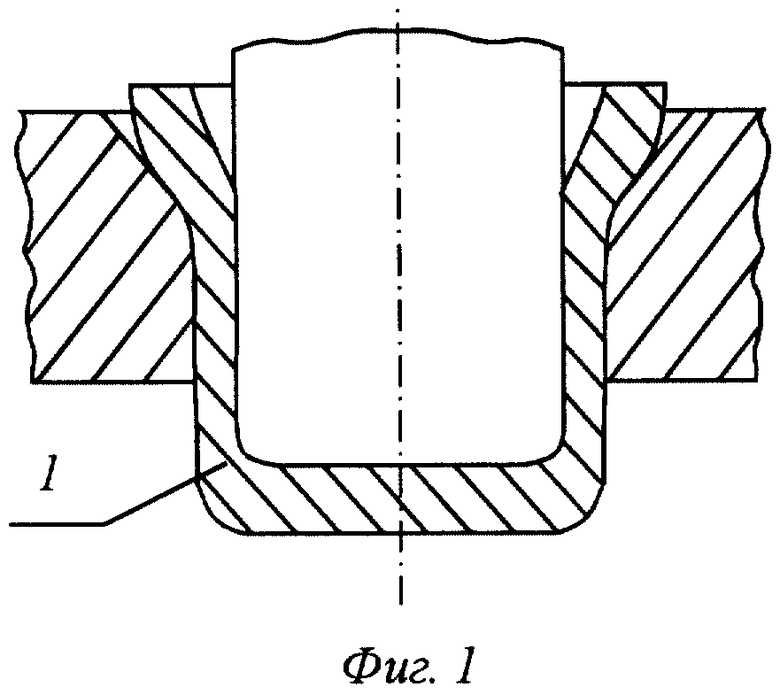
Способ изготовления полых изделий с переменной толщиной стенки, включающий операцию вытяжки с утонением стенки на определенной части длины заготовки и получение постоянного наружного диаметра изделия операцией калибрующей вытяжки, отличающийся тем, что перед операцией калибрующей вытяжки выполняют операцию раздачи и создают на наружной поверхности заготовки в зоне перехода от меньшей толщины стенки к большей профиль, состоящий из конического участка и тороидального участка с радиусом, большим радиуса кривизны свободного изгиба сечения заготовки, а операцию калибрующей вытяжки выполняют матрицей с тороидальной поверхностью рабочего профиля, причем радиус тороидальной поверхности матрицы больше радиуса кривизны свободного изгиба сечения заготовки, но меньше радиуса тороидального участка заготовки, полученного на операции раздачи.
| СЕМЕНОВ Е.И | |||
| Ковка и штамповка | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Штамп для многопереходной вытяжки за одинХОд пуАНСОНА | 1979 |
|
SU804086A1 |
| МАТРИЦА ДЛЯ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛадВСЕСОЮЗНАЯ |nAriHTIiO''IXHir'i H.iii:БИ6;1ИОГ?КА 1 | 0 |
|
SU370999A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ листовых | 0 |
|
SU397252A1 |
| Матрица для вытяжки | 1976 |
|
SU613840A1 |
| Устройство для вытяжки | 1977 |
|
SU694254A1 |
| Способ изготовления тонкостенных цилиндрических резервуаров | 1991 |
|
SU1810177A1 |
| Способ изготовления полой заготовки баллончика | 1991 |
|
SU1819173A3 |
| Стимулятор роста хлопчатника | 1977 |
|
SU667193A1 |

